
Общие свойства
Сплавы 800H (UNS N08810) и 800HT (UNS N08811) представляют собой материалы никель-железо-хром с двойной сертификацией, которые устойчивы к окислению, науглероживанию и другим высокотемпературным коррозиям. По химическому составу оба сплава идентичны сплаву 800 (UNS N08800), за исключением более высокого уровня углерода, присутствующего в обеих марках — (0,05–0,10%) в сплаве 800H и (0,06–0,10%) в сплаве 800HT. Сплав 800HT также имеет добавку до 1,0 % алюминия и титана. В дополнение к химическим ограничениям, оба сплава подвергаются высокотемпературной обработке отжигом, в результате которой средний размер зерна составляет ASTM 5 или крупнее. Ограниченный химический состав в сочетании с высокотемпературным отжигом гарантируют, что эти материалы имеют большую прочность на ползучесть и разрыв по сравнению со сплавом 800.
Сплав 800H обладает хорошими свойствами ползучести-разрыва при температурах выше 1100°F (600°C). Он остается пластичным при длительном использовании при температурах ниже 1290 ° F (700 ° C) благодаря максимальному содержанию титана и алюминия 0,7%. Сплав 800 со стандартным отжигом рекомендуется для эксплуатации при температуре ниже 1100 °F (600 °C). Сплав 800Н устойчив к восстановительной, окислительной и азотирующей атмосферам, а также, атмосферам, которые чередуются между восстановительной и окислительной. Сплав остается стабильным при длительной работе при высоких температурах.
Сплав 800HT обладает отличной прочностью на ползучесть при температурах выше 1290°F (700°C). Если применение включает в себя частые колебания температуры ниже 1290 ° F (700 ° C) или части постоянно подвергаются воздействию температуры ниже 1290 ° F (700 ° C), следует использовать сплав 800H. Высокая термостойкость сплава 800HT сравнима с сплавом 800H. Он также остается стабильным при длительной работе при высоких температурах.
Приложений
- Химическая и нефтехимическая переработка — технологическое оборудование для производства этилена, дихлорэтилена, ангидрида уксусной кислоты, кетена, азотной кислоты и оксиспирта
- Нефтепереработка — установки парового/углеводородного риформинга и гидродеалкилирования
- Производство электроэнергии — пароперегреватели и высокотемпературные теплообменники в газоохлаждаемых ядерных реакторах, теплообменники и трубопроводные системы на угольных электростанциях
- Приспособления для термической обработки — излучающие трубы, муфели, реторты и приспособления для печей для термообработки
Стандарты
АСТМ.................. В 409АСМЕ.................. СБ 409
АМС ................... 5871
Химический анализ
Вес % (все значения являются максимальными, если не указано иное)
|
Элемент |
800Ч |
800ХТ |
|
Никель |
30,0 мин.-35.0 макс. |
30,0 мин.-35.0 макс. |
|
Хром |
19,0 мин.-23.0 макс. |
19,0 мин.-23.0 макс. |
|
Железо |
39.5 |
39.5 |
|
Углерод |
0,05 мин.-0,10 макс. |
0,06 мин.-0,10 макс. |
|
Марганец |
1.50 |
1.50 |
|
Фосфор |
0.045 |
0.045 |
|
Сера |
0.015 |
0.015 |
|
Кремний |
1.0 |
1.0 |
|
Алюминий |
0,15 мин.-0.60 макс. |
0,25 мин.-0.60 макс. |
|
Титан |
0,15 мин.-0.60 макс. |
0,25 мин.-0.60 макс. |
|
Алюминий и титан |
0,30 мин.-1,20 макс. |
0,85 мин.-1.20 макс. |
Физические свойства
Плотность
0.287 фунты/дюйм37,94 г/см3
Удельная теплоёмкость
0,11 БТЕ/фунт-°F (32-212°F)460 Дж/кг-°К (0-100°C)
Модуль упругости
28.5 x 106 фунтов/кв. дюйм196,5 ГПа
Теплопроводность 200°F (100°C)
10,6 БТЕ/ч/фут2/фут/°F18,3 Вт/м-°К
Интервал плавления
2475 – 2525°F1357 – 1385°C
Удельное электрическое сопротивление
59,5 мкОм при 68°C99 Мкм-см при 20°C
|
Средний коэффициент теплового расширения |
|||
|
°F |
°С |
дюйм/дюйм/°F |
см/см°C |
|
200 |
93 |
7,9 х 10-6 |
14,4 х 10-6 |
|
400 |
204 |
8,8 х 10-6 |
15,9 х 10-6 |
|
600 |
316 |
9,0 х 10-6 |
16,2 х 10-6 |
|
800 |
427 |
9,2 х 10-6 |
16,5 х 10-6 |
|
1000 |
538 |
9,4 х 10-6 |
16,8 х 10-6 |
|
1200 |
649 |
9,6 х 10-6 |
17,1 х 10-6 |
|
1400 |
760 |
9,9 х 10-6 |
17,5 х 10-6 |
|
1600 |
871 |
10,2 х 10-6 |
18,0 х 10-6 |
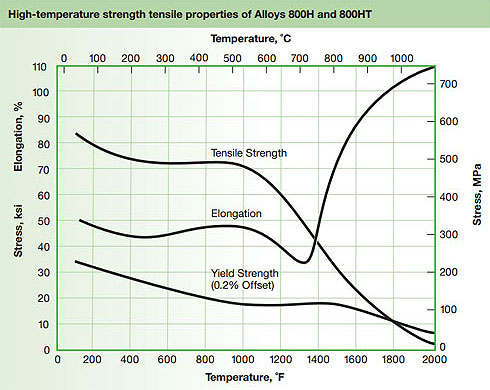
Механические свойства
Типичные значения при 70 ° F (21 ° C)
|
Предел текучести |
Предел прочности на растяжение |
Удлинение |
Твёрдость |
||
|
фунт на квадратный дюйм (мин.) |
(МПа) |
фунт на квадратный дюйм (мин.) |
(МПа) |
% (мин.) |
(макс.) |
|
29,000 |
200 |
77,000 |
531 |
52 |
126 Бринелль |
Свойства ползучести и разрыва
Строгий химический контроль и термообработка с отжигом на твердый раствор были разработаны для обеспечения оптимальных свойств ползучести и разрыва для сплавов 800H и 800HT. В следующих таблицах подробно описаны превосходные свойства этих сплавов по ползучести и разрыву.
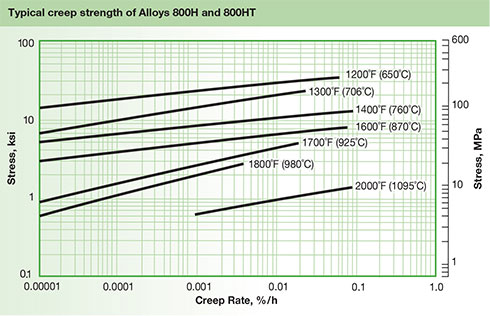
Репрезентативные значения прочности на разрыв для сплавов 800H/800HT
|
Температура |
10 000 ч |
30 000 ч |
50 000 ч |
100 000 ч |
|||||
|
°F |
°С |
КСИ |
Мпа |
КСИ |
Мпа |
КСИ |
Мпа |
КСИ |
Мпа |
|
1200 |
650 |
17.5 |
121 |
15.0 |
103 |
14.0 |
97 |
13.0 |
90 |
|
1300 |
705 |
11.0 |
76 |
9.5 |
66 |
8.8 |
61 |
8.0 |
55 |
|
1400 |
760 |
7.3 |
50 |
6.3 |
43 |
5.8 |
40 |
5.3 |
37 |
|
1500 |
815 |
5.2 |
36 |
4.4 |
30 |
4.1 |
28 |
3.7 |
26 |
|
1600 |
870 |
3.5 |
24 |
3.0 |
21 |
2.8 |
19 |
2.5 |
17 |
|
1700 |
925 |
1.9 |
13 |
1.6 |
11 |
1.4 |
10 |
1.2 |
8.3 |
|
1800 |
980 |
1.2 |
8.3 |
1.0 |
6.9 |
0.9 |
6.2 |
0.8 |
5.5 |
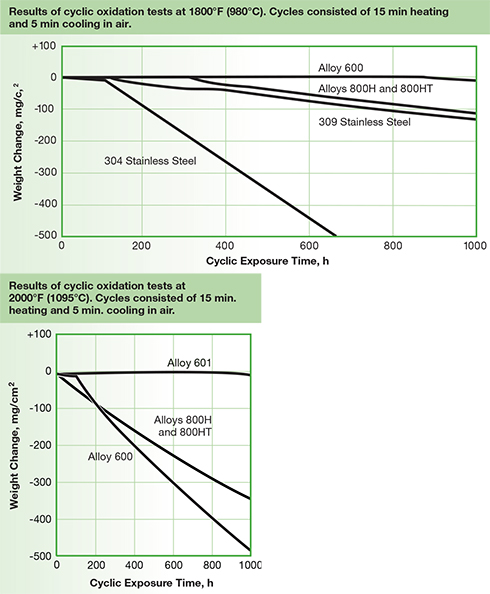
Стойкость к окислению
Сочетание высокого содержания никеля и хрома в сплавах 800H и 800HT обеспечивает превосходные свойства стойкости к окислению обоих сплавов. Ниже приведены результаты испытаний на циклическое окисление при температурах 1800 °F (980 °C) и 2000 °F (1095 °C).
Коррозионная стойкость
Высокое содержание никеля и хрома в сплавах 800H и 800HT обычно означает, что они будут иметь очень схожую водную коррозионную стойкость. Сплавы обладают коррозионной стойкостью, сравнимой с 304 при использовании азотной и органической кислоты. Сплавы не должны использоваться в серной кислоте. Они подвержены осаждению карбида хрома при длительном воздействии в диапазоне температур 1000–1400 °F (538–760 °C).
Поскольку сплавы 800H и 800HT были разработаны в первую очередь для обеспечения высокотемпературной прочности, коррозионные среды, которым подвергаются эти марки, обычно включают высокотемпературные реакции, такие как окисление и науглероживание.
Производственные данные
Сплавы 800H и 800HT легко свариваются и обрабатываются с помощью стандартных производственных технологий. Однако из-за высокой прочности сплавов они требуют более мощного технологического оборудования, чем стандартные аустенитные нержавеющие стали.
Горячая штамповка
Диапазон температур горячей обработки для сплавов 800H и 800HT составляет 1740–2190 °F (950–1200 °C), если деформация составляет 5 процентов или более. Если степень горячей деформации составляет менее 5 процентов, рекомендуется диапазон температур горячей обработки в пределах 1560–1920 °F (850–1050 °C). Если температура металла горячей обработки падает ниже минимальной рабочей температуры, деталь необходимо повторно нагреть. Сплавы должны быть закалены водой или быстро охлаждены воздухом в диапазоне температур 1000–1400 °F (540–760 °C). Сплавы 800H и 800HT требуют отжига на твердый раствор после горячей обработки для обеспечения оптимального сопротивления ползучести и свойств.
Холодная штамповка
Перед холодной штамповкой сплавы должны находиться в отожженном состоянии. Скорость деформационного упрочнения выше, чем у аустенитных нержавеющих сталей. Это следует учитывать при выборе технологического оборудования. Может потребоваться промежуточная термическая обработка с высокой степенью холодной обработки или с деформацией более 10 процентов.
Сварка
Сплавы 800H и 800HT могут быть легко сварены большинством стандартных процессов, включая GTAW (TIG), PLASMA, GMAW (MIG/MAG) и SMAW (MMA). Материал должен быть в отжиженном состоянии и не содержать смазки, маркировки или окалины. Термообработка после сварки не требуется. Чистка щеткой из нержавеющей проволочной щетки после сварки удалит тепловой оттенок и даст участок поверхности, не требующий дополнительного травления.
Обработки
Сплавы 800Н и 800НТ предпочтительно обрабатывать в отожженном состоянии. Поскольку сплавы склонны к деформационному упрочнению, следует использовать только низкие скорости резания, а режущий инструмент должен быть постоянно задействован. Достаточная глубина реза необходима для того, чтобы избежать контакта с ранее сформированной зоной деформационного отверждения.